CNC Routers for Plastic Machining
Table of Contents
Manufacturers in the U.S. are increasingly turning to Japanese CNC routers for their plastic machining needs. Known for their exceptional precision and ability to handle a vast array of shapes and materials, these machines offer significant advantages for processing plastics.
This section provides an in-depth look at the characteristics of plastic machining and explains the key advantages of using CNC routers manufactured in Japan. It also includes case studies demonstrating real-world applications and introduces the types of plastic materials that can be effectively machined with CNC routers—useful insights for any facility considering implementation.
Key Characteristics of Plastic Machining
Sensitivity to Heat
Plastics are highly sensitive to heat. During machining, heat generated by the cutting process can cause the material to expand and later contract as it cools, making it difficult to achieve the intended dimensions. Achieving high-precision results requires a thorough understanding of how each type of plastic expands and contracts under heat.
To reduce thermal distortion, it’s important to minimize the contact area between the cutting tool and the plastic material. This helps to limit heat generation and improve dimensional accuracy.
Processing Complex Shapes
Many plastic components begin as pre-formed parts (e.g., injection molded, vacuum formed) that require secondary machining for final dimensions, features, or surface finishes. These parts often feature intricate geometries and complex curves. Effectively machining these shapes demands flexible, precise equipment capable of handling multiple operations and detailed contours without excessive setup time or manual intervention.
These parts often feature complex geometries, which tend to increase setup time and processing steps. Not all machines are equipped to handle such tasks effectively, especially when intricate detailing is required.
Advantages of Using Japanese CNC Routers for Plastic Machining
Enables High-Precision Machining
One of the main advantages of using Japanese CNC routers is their ability to achieve precise machining while minimizing thermal damage to plastic materials. These machines combine rigid structural designs with advanced control systems to maintain dimensional stability throughout the process.
In addition, CAD/CAM integration allows for smooth programming based on design data, enabling precise and consistent reproduction of complex specifications across multiple components.
Handles Complex Shapes with High Accuracy
Japanese CNC routers excel at machining complex plastic parts quickly and accurately. This is made possible by their ability to perform multiple operations in sequence using precise, data-driven control systems.
Many models feature advanced functions such as 5-axis control and automatic tool changers (ATC), allowing for smooth handling of curved surfaces, intricate cut-outs, and precision drilling tasks—all while maintaining high throughput and repeatability.
Use Cases of Plastic Routing
Here, we introduce real-world examples of plastic machining using CNC routers manufactured by SHODA, a Japanese CNC equipment maker.
Acrylic Sheet Machining with a CNC Router
Source: SHODA
https://www.sessaku-c.com/result_detail.php?id=13
https://www.sessaku-c.com/result_detail.php?id=13
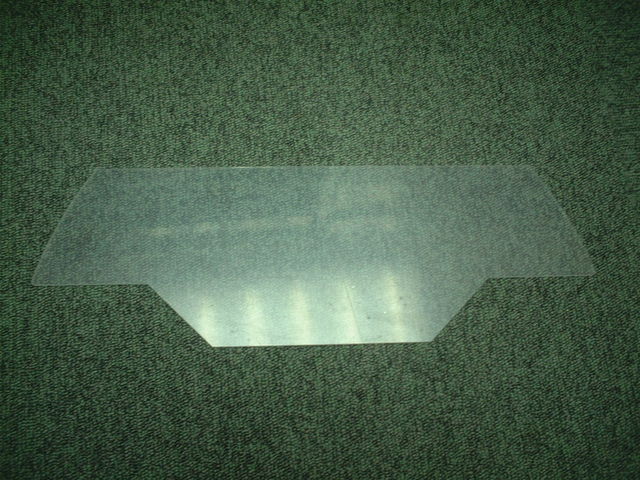
This case involves machining 3 mm thick acrylic sheets for instrument nameplates. A down-cut method—known for its low cutting resistance and reduced chatter—was used. The cutting tool operated at 18,000 RPM.The machining process began by roughly cutting the outer contour, leaving a 0.2 mm margin, followed by a finishing pass that removed an additional 0.03 mm. The result was a precisely dimensioned part with smooth edges, preserving the clarity and surface quality of the acrylic.
Source: SHODA (https://www.sessaku-c.com/result_detail.php?id=13)
Machining Glass Epoxy Resin with a CNC Router
Source: SHODA
https://www.sessaku-c.com/result_detail.php?id=22
https://www.sessaku-c.com/result_detail.php?id=22
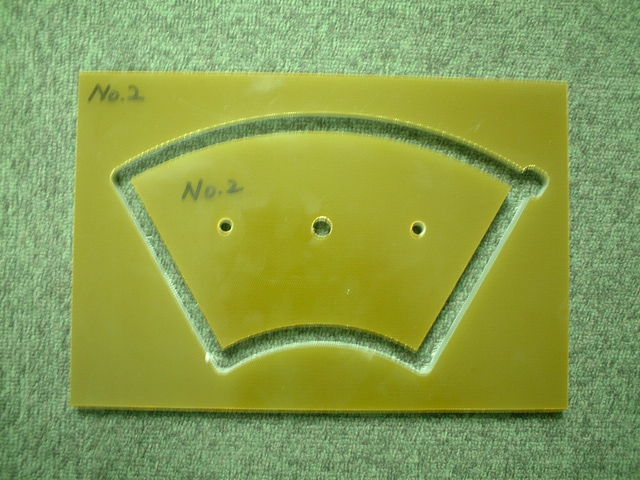
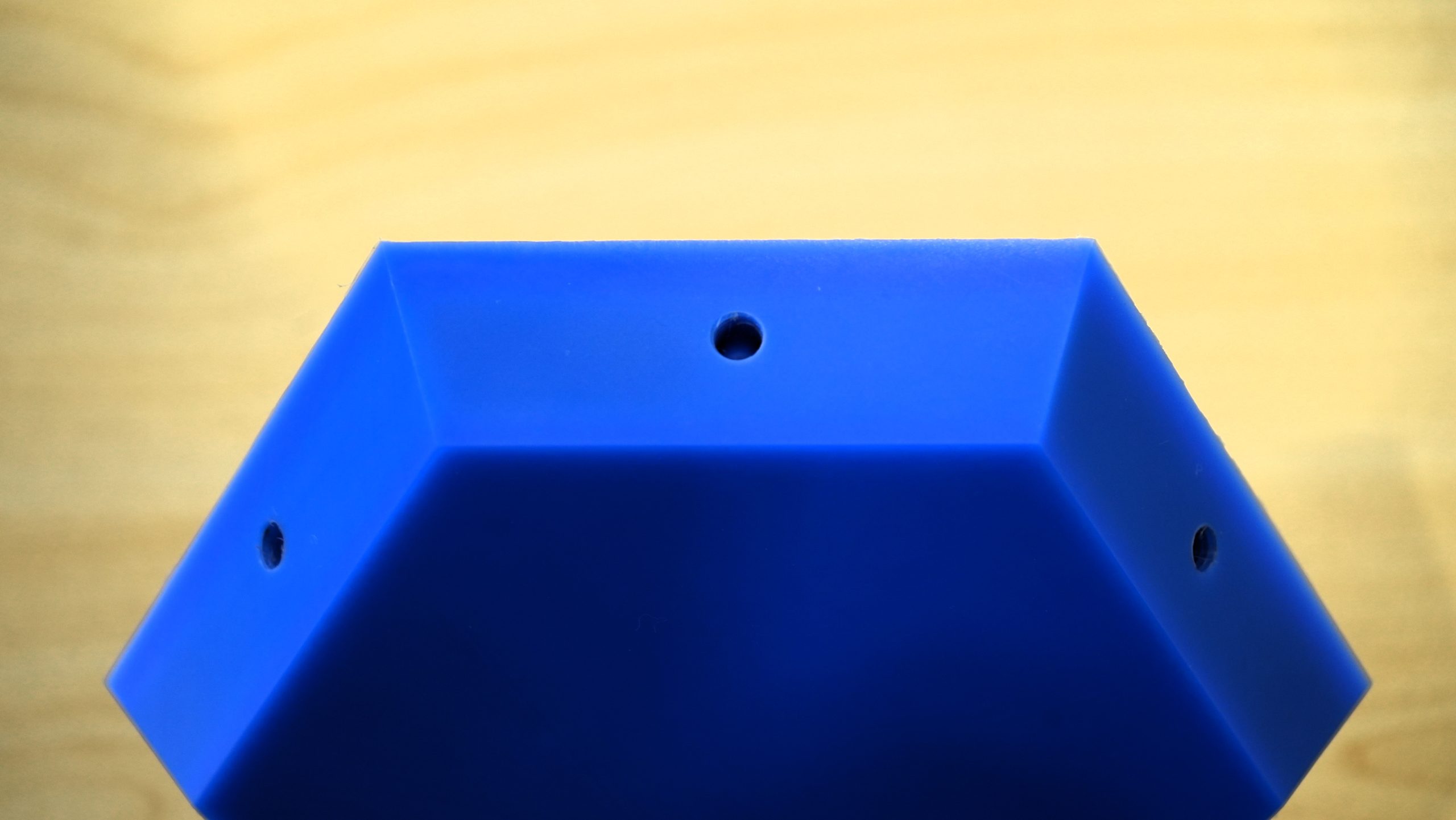
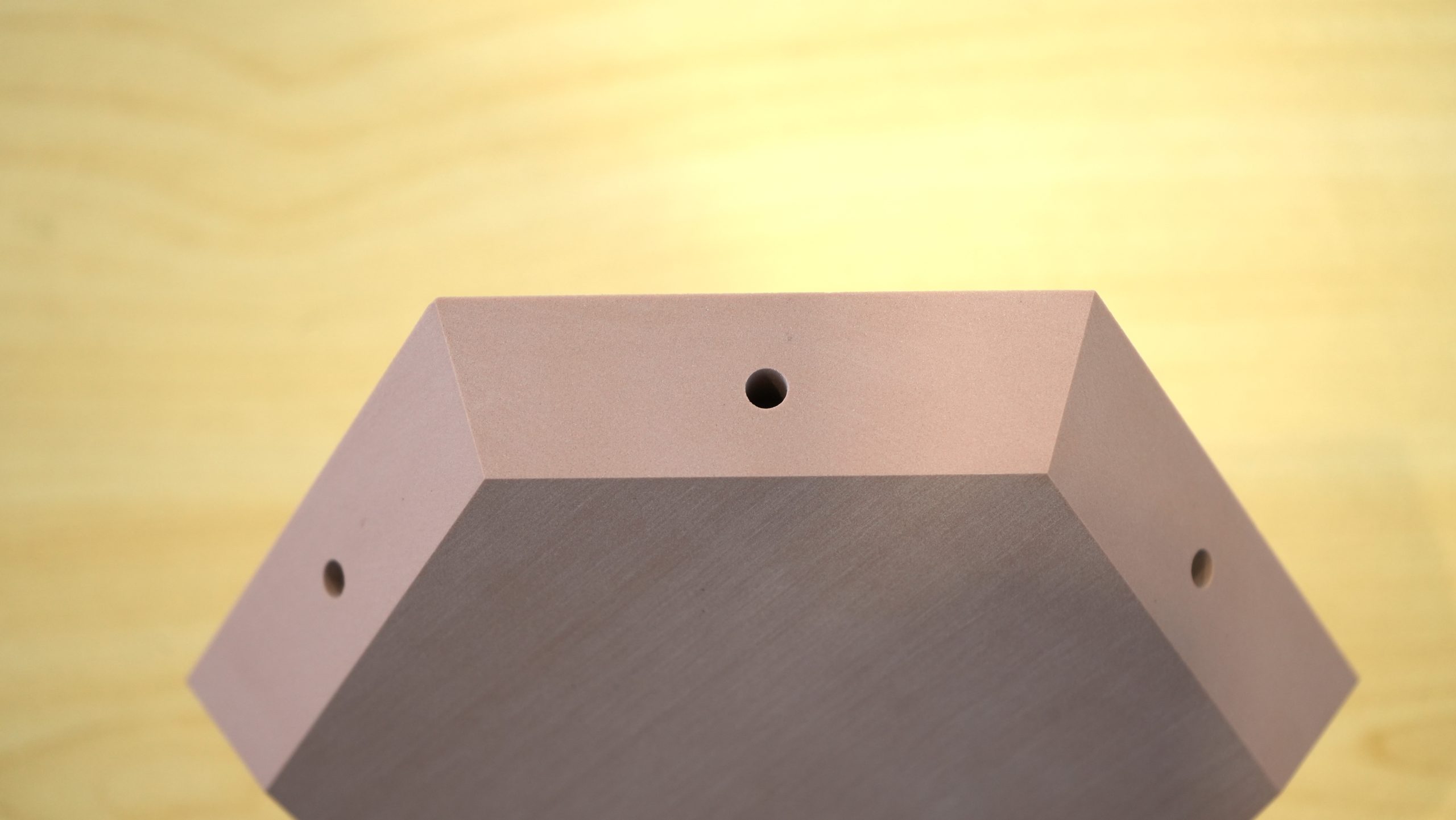
This case details the machining of 10 mm thick glass-epoxy resin, intended for use as an electrical component. The process was divided into three main steps:
- Using a 10 mm diameter drill at 2,000 RPM with a feed rate of 500 mm/min to drill 5 mm deep holes.
- A 6.7 mm diameter drill was then used under the same conditions to create pilot holes for M8 tapping.
- In the final step, the outer shape was roughed using a 10 mm diameter diamond bit, and then finished using a 10 mm carbide end mill to achieve a smooth, clean result.
Source: SHODA (https://www.sessaku-c.com/result_detail.php?id=22)
Machining Urethane Foam with a CNC Router
Source: SHODA
https://www.sessaku-c.com/result_detail.php?id=17
https://www.sessaku-c.com/result_detail.php?id=17
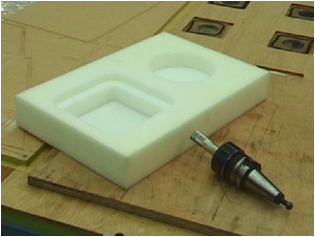
Machine Used: NCN1000
This case showcases the pocket machining of urethane foam used in prosthetic limb components.
A down-cut method was used to minimize cutting resistance and vibration. The tool used was a 16 mm diameter electroplated diamond cutter, selected for its durability and ability to produce uniform surfaces.
Cutting was performed at 12,000 RPM with a feed rate of 2,000 mm/min, successfully producing a round, concave pocket and a two-layered rectangular pocket with high surface precision—despite the difficulty of machining curved shapes.
Source: SHODA (https://www.sessaku-c.com/result_detail.php?id=17)
Machining Soft Urethane Foam with a CNC Router
Machine Used: NCN1001
This case involves curved-surface machining of soft urethane foam used for cushioning applications.
Due to its extremely soft and easily deformable nature, soft urethane foam is considered a difficult material to machine.
In this example, a rotating cylindrical grinder was used to machine an R50 mm curved surface. The tool was operated at 18,000 RPM with a feed rate of 500 mm/min.
By gradually advancing the cutter in 1.5° increments from the center, the process achieved a smooth and uniform surface finish across the entire curved area.
Source: SHODA (https://www.sessaku-c.com/result_detail.php?id=21)
Common Plastic Materials That Can Be Machined with CNC Routers
Polyvinyl Chloride (PVC)
PVC Plastic ROuting. Source: SHODA Company Use Cases
PVC is a highly versatile material whose hardness can be adjusted by adding plasticizers. It is resistant to acids, alkalis, salts, and oils, and also offers excellent mechanical strength. Because of these properties, it is widely used in essential infrastructure components such as water supply and drainage pipes, cable insulation, and building materials.
Monomer Cast Nylon (MC Nylon)
MC Nylon Routing. Source: SHODA Company Use Cases
MC Nylon is an engineering plastic known for its outstanding mechanical strength, heat resistance, chemical resistance, and abrasion resistance. It is widely used in demanding fields like automotive parts, electronics, medical devices, and aerospace components. However, due to its high water absorption and moisture sensitivity, dimensional changes can occur, requiring caution during machining.
Polycarbonate (PC)
Polycarbonate is known for its exceptional impact resistance and optical clarity. It is stronger than glass or acrylic in terms of impact strength and offers superior heat resistance. Typical applications include smartphone covers, bulletproof materials, and architectural panels. Note that it is vulnerable to organic solvents, alkalis, and surface scratches.
Chemical Wood (Synthetic Wood)
Chemical Wood Routing. Source: SHODA Company Use Cases
Chemical wood is a synthetic material that lacks natural wood grain, making it easy to machine uniformly in any direction. Urethane-based variants are the most common. This material is lightweight, easy to process, and offers good adhesion and paintability.
It is ideal for producing models such as FRP molds, mockups, automotive prototypes, and custom jigs.
Acrylonitrile Butadiene Styrene (ABS)
ABS is a tough and strong plastic that combines the properties of three monomers: acrylonitrile for heat resistance and rigidity, butadiene for impact resistance, and styrene for gloss, machinability, and electrical insulation. Its excellent machinability makes it suitable for a wide range of applications including consumer products, automotive parts, home appliances, and industrial components.
Polypropylene (PP)
Polypropylene is extremely lightweight and offers excellent resistance to chemicals, heat, and wear. It is commonly used for food storage containers, trays for transporting precision parts, and automotive components. Its cost-effectiveness makes it attractive for combining functionality with affordability.
Polymethyl Methacrylate (PMMA / Acrylic)
PMMA, commonly known as acrylic, is valued for its high transparency and brilliant surface gloss. It is widely used for signs, displays, architectural panels, and even aquarium windows. The material is easy to machine and supports a variety of processes such as cutting, milling, polishing, forming, and bending.
Polyacetal (POM)
Polyacetal is an engineering plastic that features excellent mechanical strength, heat resistance, chemical resistance, and wear resistance. It retains its rigidity even at low temperatures. It is ideal for precision parts, but care is needed as it is susceptible to acids and alkalis. POM is also used in everyday products such as garment zippers and bag accessories. However, due to its sensitivity to heat and light—especially UV—it is not well-suited for outdoor use.
High-Density Polyethylene (HDPE)
High-Density Polyethylene (HDPE) is one of the most commonly machined plastics on CNC routers worldwide. Its low cost, chemical resistance, and excellent machinability make it a standard choice for large-format sheet processing, including marine boards, outdoor playground components, and food-grade cutting boards. Because these applications typically involve full-sheet cutting on wide-format tables, HDPE is a material that aligns far more naturally with CNC routers than with machining centers.
The biggest challenge when routing HDPE is chip control. HDPE tends to produce long, stringy chips that can wrap around the tool and re-weld onto the cut edge as heat builds. A single-flute O-flute upcut spiral bit is strongly recommended because it improves chip evacuation while minimizing heat buildup. Spindle speeds of 16,000 to 18,000 RPM, paired with aggressive feed rates of 200 to 350 IPM, help keep the cutting zone cool. Using an air blast or vacuum shoe also helps reduce chip re-welding and improves edge quality.
For workholding, HDPE's smooth surface is well suited to vacuum table fixturing. When cutting near the edges of a sheet, double-sided tape or mechanical clamps can be used to supplement holding force. With the right tooling and cutting parameters, HDPE produces clean, burr-free edges with little to no secondary finishing.
Ultra-High-Molecular-Weight Polyethylene (UHMW / UHMW-PE)
Ultra-High-Molecular-Weight Polyethylene (UHMW-PE) is a standard material in B2B CNC part production, valued for its outstanding wear resistance, impact strength, and self-lubricating surface. It is widely used for parts such as food processing line guide rails, conveyor wear strips, and sliding pads, which are often produced in volume from flat sheet or rod stock on CNC routers.
UHMW's low coefficient of friction—the same property that makes it ideal for wear applications—also creates a major workholding challenge. Because the material slides so easily, vacuum fixturing is usually the most effective solution. A dedicated vacuum table with a spoilboard provides the consistent, evenly distributed clamping force needed to prevent part movement during cutting. For smaller parts, tabs or perimeter screws are also recommended.
Tooling recommendations are similar to those for HDPE: single-flute O-flute upcut end mills run at high feed rates are effective for evacuating the long, stringy chips UHMW generates. Because UHMW is softer and generates lower cutting forces than engineering plastics such as POM or MC Nylon, it can be machined at high speed on standard CNC router platforms without requiring an especially rigid spindle or heavy spindle load.
PEEK (Polyether Ether Ketone)
PEEK is one of the most demanding—and most valuable—plastics a CNC router can be used to machine. As a true high-performance thermoplastic, it is specified for aerospace structural components, medical implants and surgical instruments, and semiconductor manufacturing equipment, where continuous service temperatures up to 260°C, near-zero outgassing, and outstanding chemical resistance are essential.
PEEK's hardness and stiffness place it at the upper limit of machinable plastics, making machine rigidity and low spindle runout critical. Sharp carbide end mills, conservative depths of cut, and reliable chip evacuation are all necessary to prevent heat damage, surface burn, and micro-cracking. For tight-tolerance parts where dimensional stability is critical, pre-machining annealing is also recommended to relieve internal stress in the material.
Raw PEEK stock is extremely expensive, often costing 10 to 20 times more than engineering plastics such as Delrin, so scrap is rarely acceptable. That makes machine rigidity and process repeatability the factors that determine whether a shop can successfully win and run PEEK jobs. For shops with high-rigidity CNC routers capable of holding tight tolerances, PEEK offers some of the highest per-part value in plastic machining.
Phenolics / Garolite (G-10, FR-4)
Phenolic laminates—including glass-epoxy grades such as G-10 and FR-4—are essential materials for PCB test fixtures, electrical insulating components, and structural parts used in electronics enclosures. Their dimensional stability, electrical insulation performance, and low moisture absorption make them a dependable choice for demanding industrial applications. At the same time, they are among the most difficult materials to machine safely on a CNC router.
The main challenge is the fiberglass reinforcement. Unlike homogeneous plastics, G-10 and FR-4 contain woven glass fiber that wears cutting edges rapidly. As a result, carbide or diamond-coated end mills are not just preferred—they are effectively required for practical production. Tool life is significantly shorter than with unfilled plastics, so cutting parameters have to be optimized carefully to balance throughput with accelerated tool wear.
An even more serious issue is the fine airborne glass fiber dust generated during machining. Because this dust is hazardous when inhaled, a high-efficiency dust collection system is essential—ideally within an enclosed, dust-controlled routing enclosure. Operators should also use appropriate respiratory PPE. In facilities where G-10 or FR-4 machining is performed regularly, a dedicated dust-controlled CNC router enclosure offers the safest and most compliant operating environment.
Polytetrafluoroethylene (PTFE / Teflon)
PTFE, widely known by the brand name Teflon, holds a unique position in the CNC-machined plastics market. Its exceptional chemical inertness, broad service temperature range (−200°C to +260°C), and extremely low coefficient of friction make it indispensable for seals, gaskets, valve seats, and fluid-handling components used in semiconductor manufacturing equipment, chemical processing plants, and pharmaceutical production.
Machining PTFE on a CNC router requires careful attention to its unusual mechanical behavior. Because the material is extremely soft and prone to elastic deformation under cutting forces, conventional clamping pressure can distort the workpiece and reduce dimensional accuracy. Distributed vacuum fixturing combined with light clamping force is generally the most effective workholding method. Multiple shallow passes are strongly recommended instead of aggressive single-pass cutting.
PTFE also tends to form burrs and is highly sensitive to tool geometry, so sharp single-flute carbide tools with high rake angles typically produce the cleanest results. Lower spindle speeds and moderate feed rates help reduce the risk of material smearing. To achieve production-quality edges on seals and gasket components, post-machining deburring with a sharp blade or light Scotch-Brite finishing is typically required.
PET & PETG (Polyethylene Terephthalate)
PET and its glycol-modified grade, PETG, fill an important niche in transparent plastics. They offer better impact resistance than acrylic (PMMA) at a lower cost than polycarbonate (PC), making them a practical choice for POP displays, store fixtures, medical face shields, and light-duty enclosures where both clarity and toughness matter.
On a CNC router, both PET and PETG machine cleanly when the right tooling and cutting parameters are used. Single-flute O-flute upcut bits run at 16,000 to 18,000 RPM with feed rates of 200 to 350 IPM can produce smooth edges with minimal chipping. Because both materials have relatively low glass transition temperatures (PET approximately 80°C, PETG approximately 85°C), heat management is critical. Excessive dwell time or overly slow feed rates can lead to localized melting and edge distortion.
Thin sheet stock is well suited to vacuum table fixturing, with tabs added to prevent part lift during the final cutout pass. To avoid scratching, the protective masking film should remain on the sheet during machining. Compared with acrylic, PETG in particular offers better resistance to edge chipping during routing, making it a forgiving material for shops transitioning from other transparent plastics.
Polyetherimide (PEI / Ultem)
Polyetherimide, commercially known as Ultem, is a high-performance amorphous thermoplastic that sits between standard engineering plastics and ultra-high-performance materials such as PEEK. With continuous service temperatures up to 170°C, inherent flame retardancy (UL94 V-0), and excellent dimensional stability, it is widely specified for aerospace interior components, autoclavable medical instruments, and semiconductor handling fixtures.
CNC machining of PEI requires an approach similar to that used for PEEK, although the material is somewhat less abrasive to tooling. Sharp carbide end mills, moderate spindle speeds, and consistent chip evacuation are essential. As with PEEK, pre-machining annealing is recommended to relieve residual stress in the stock material, especially for parts that must maintain tight dimensional tolerances after machining.
Although PEI generates less search volume than PEEK or HDPE, it represents an exceptionally high-value niche. Parts machined from Ultem typically command premium pricing, and buyers sourcing PEI components are often engineers in regulated industries with ongoing procurement needs. For shops targeting the aerospace, medical, and advanced electronics sectors, PEI is therefore a strategically important keyword.
High Impact Polystyrene (HIPS)
High Impact Polystyrene (HIPS) is a workhorse material in the sign, display, and vacuum forming industries. It is widely used for vacuum forming tools, for trimming and cutting formed parts, and as a direct-machined substrate for retail displays, exhibition graphics, and architectural signage. Its low cost, easy machinability, and broad availability in large-format sheets make it a natural fit for CNC router production environments.
The main machining challenge with HIPS is its relatively low heat deflection temperature, typically around 85 to 96°C depending on grade. When feed rates are too low or spindle speeds are too high, frictional heat can build quickly at the tool-to-material interface, causing the plastic to soften, smear, and re-deposit along the cut edge. Single-flute O-flute upcut bits run at the higher end of the recommended feed range for plastics, combined with air blast chip evacuation, are one of the most reliable ways to keep the cutting zone cool.
In vacuum forming applications, the surface finish of CNC-routed HIPS tooling has a direct impact on the quality of the formed part. Smooth, burr-free edges and consistent depth of cut are essential. Finishing passes with a sharp, fresh tool and a light depth of cut can significantly improve mold surface quality and reduce post-processing time.
How to Choose the Right CNC Router for Plastic Machining
The first step in selecting a CNC router for plastic machining is to understand the specific characteristics of the plastic material you’ll be working with. Even among plastics, thermal behavior and cutting performance vary depending on the type of material. This means optimal cutting conditions—such as spindle speed, feed rate, and cutting method—should be tailored to each material.
Additionally, since plastics are prone to melting or deforming due to heat, it's important to choose a machine equipped with features that minimize heat buildup during cutting and efficiently remove chips and debris from the cutting area.
Why Japanese CNC Routers Are Chosen
Common Plastic Issues on CNC Routers
Due to the inherent properties of the material, the following problems frequently occur in plastic machining:
Static Electricity and Chip Adhesion (Chipping)
Especially with materials like acrylic and polycarbonate (PC), static electricity causes chips to stick to the tool or material, leading to re-cutting or thermal melting.
Material Vibration and Chatter
Thin sheets or flexible materials (such as PP, PE) are prone to vibration on machines with low rigidity, resulting in poor finish quality.
Tool Wear and Short Lifespan
Glass-filled plastics (GFRP), for instance, cause severe tool wear, and frequent tool changes decrease productivity.
Solutions Offered by Japanese Manufacturers
Japanese CNC router manufacturers, particularly companies like SHODA, possess proprietary technology to address these issues.
High-Rigidity Frames and Vibration Damping Technology
The high-rigidity gantry structure absorbs vibration, enabling stable, high-precision cutting even for thin sheets.
Advanced Dust Collection and Exhaust Systems
Powerful dust collection systems, often linked to static countermeasures, rapidly remove chips to prevent melting and chipping.
High-Speed, High-Precision Motion Control
Optimized servo motors and control systems achieve smooth and accurate tool paths, even during abrupt changes in direction, reducing tool stress.
Additional Checklist for CNC Router Selection
We clarify the crucial criteria that readers considering implementation should check, focusing on requirements specific to plastic machining, not just general machine specifications.
Spindle Capability
Since plastic requires low torque and high RPM, a high-speed spindle of 24,000 RPM or higher is an essential selection criterion.
Bed Size and Vacuum Function
When handling large acrylic or PC sheets, the presence of a powerful, zoned vacuum table to securely fix the entire workpiece is critical.
Minimum Depth of Cut (Minimum DOC)
Machine precision that can stably execute minute depths of cut of 0.1 mm or less for finishing passes is the key to achieving a clear edge finish.
Fundamentals of Cutting Parameters |
Chip Load, RPM, and Feed
In plastic machining, achieving proper chip formation is critical. Use the basic formula “chip load (per tooth) = feed rate ÷ (spindle RPM × flute count).” With this as your baseline, co-optimize tool diameter, flute count, RPM, feed rate, and depth of cut to suppress melting, burrs, and stress whitening. Start conservatively and fine-tune using cut sound, chip shape, and surface condition.
Worked Example and Back-Calculating
Example: With a single-flute O-flute targeting 0.03 mm/tooth at 18,000 RPM, the feed rate is 0.03 × 18,000 × 1 = 540 mm/min. More flutes allow a higher feed at the same RPM, but can increase heat; for softer plastics, single-flute tools often run cleaner.
From Initial Settings to Optimization
- Begin safely (shallow DOC, mid–high RPM, modest feed) and make a short test cut.
- If chips turn to “dust,” raise feed. If you see melt or stringing, lower RPM or reduce flute count.
- If finish is lacking: reduce step-over, choose a sharper edge radius, or add a light final skim pass.
- Once stable, incrementally increase DOC and feed to shorten cycle time while monitoring quality.
Quick Tuning by Symptom
- Melting → feed ↑ / RPM ↓ / switch to single flute / stronger air blast
- Chipping → feed ↓ / RPM ↑ / use a downcut / reduce DOC
- Burrs → add a 0.05–0.20 mm final skim / check tool wear
- Washboarding → smaller step-over / finish in one direction (climb milling)
Tool Selection Guide |
Using O-Flute, Single-Flute, and Polished Flutes
For soft plastics and thin sheet, a polished single-flute O-flute excels at chip evacuation and finish. Tougher engineering plastics often benefit from polished two-flute cutters for finishing. Upcut favors evacuation; downcut helps protect top edges. Use compression cutters on laminates; for glass-filled plastics, consider PCD/diamond tooling to resist wear.
Material–Bit Pairing at a Glance
- PMMA/PC: polished single-flute O-flute → high clarity and premium edge quality
- POM/ABS: polished two-flute for finishing; single-flute for roughing
- PP/PE: single-flute O-flute + downcut to reduce fuzzing
- Glass-filled plastics: PCD/diamond to minimize edge wear
Choosing Geometry and Coatings
Higher helix angles improve cutting action; lower helix can help suppress burrs in some cases. Mirror-polished flute surfaces reduce rubbing, heat, and whitening on plastics. Adopt coatings only when confirmed compatible with the target polymer.
When to Replace the Tool
Tell-tales include haze/cloudiness, stringing, powdery chips, or rising cutting noise. Small-diameter tools benefit from frequent rotation to keep finishes consistent.
Techniques to Control Heat, Melting, and Whitening
Reduce contact time/area (fewer flutes, higher feed, multiple shallow passes), evacuate chips and cool with air blast, and use ramp-in or helical entry to avoid local heat spikes. On acrylic and PC, combine sharp polished edges with higher feed so the tool shears and clears rather than rubs.
Toolpath Design Essentials
- Roughing: trochoidal or high-feed paths to spread load and heat
- Contours: onion-skin (thin leave-on) → final skim to limit burrs/warping
- Finishing: single-direction (climb) passes with small step-over to raise surface quality
Cooling and Lubrication
Default to dry cutting with air. If using mist or coolant, verify chemical compatibility first (to avoid stress cracking), and prioritize minimal-quantity cooling.
This media is sponsored by The SHODA Company

A Pioneer in Japanese CNC Router Technology
SHODA has been in business since 1926 and was the first company in Japan to develop an NC router. With a long history of precision machining, the company’s CNC routers are used to process a variety of materials—such as plastics, resins, and lightweight metals—with proven accuracy and reliability.
In 2014, SHODA developed a new type of NC router that doesn’t produce cutting dust. In many manufacturing environments, dust from machining can pose serious health risks if inhaled over long periods. SHODA’s solution to this issue has gained attention worldwide and is now used across the U.S., Europe, and Asia.